Previous Index Next
Bending and Joining the Sides
There are two basic approaches to bending the sides of a guitar. The
traditional approach is "hot pipe" bending. In this method, the sides
are bent by hand over a cylindrical pipe ("bending iron") that's heated
with a propane torch or an electric heater. The illustrations below
show the front and back view of my bending iron, which is a piece of 4"
iron pipe in an L-shaped wooden holder. A propane torch sits in the
cradles on the wooden ledge and heats the inside of the pipe. (Not
shown is an aluminum baffle that fits in the front of the pipe and
keeps the torch from roasting my navel when I'm bending...) Notice the
nifty asbestos washers insulating the "tabs" of the pipe where they
bolt to the wooden holder.
The sides are dampened, mostly to keep them from charring, and are then
pressed onto the hot pipe. When the wood reaches the right temperature,
it actually becomes plastic; rather than springing back when it's bent,
it "gives", and holds the bend after it cools. (My guess is that the
resins in the wood soften at a high enough temperature, allowing the
cells to slide past one another as the wood bends; when the wood cools,
the cells hold the new position, and the wood retains the bend.
Probably has no basis in fact, though...) The sides are bent about 6"
at a time, starting at the waist, and checking the profile against a
template to make sure the profile's right. While this is a very
effective and fun way to bend the sides - especially in winter, with
the heat from the pipe and the aroma of hot wood - it takes a good bit
of experience to bend the wood to the correct profile, without any
unsightly "lumps".
I've since switched to a simpler, more accurate method for bending the
sides, using a guitar-shaped form and a silicone heating blanket. The
form provides the shape and the silicone blanket provides the heat. A
blanket of the correct size (36" long by 6" wide) can be purchased from
luthierie supply houses like the Luthier's Mercantile. These blankets
are thin (1/16" thick) silicone with resistance wires embedded inside
that act as heating coils, and a cord that gets plugged into an
ordinary electric socket. They heat rapidly, and can generate extremely
high temperatures - hot enough for wood to burn!!! Thus, never leave
one of these unattended when it's plugged in. In fact, to keep the
temperature down, I unplug the cord periodically while bending; there
are also heater control units that allow you to adjust the maximum
teperature that the blanket will reach.
The photo below shows the bending form. This is built from two plywood sides cut to the exact profile of the inside
of the side profile - i.e., it's the body profile inset by the
thickness of the sides. The sides are joined by 1/2" aluminum rods
spaced every 2" or so along the perimeter. The purpose of the eye hooks
will become apparent during the bending operation - they're used to
secure clamping cauls that hold the sides in the mold while they cool.
The red silicone blanket can be seen in the background.
The sides before bending are shown below, next to two aluminum sheets
that will sandwich each side as it's bent. Notice that the sides have
been marked at the waist to position them on the form.
The aluminum sandwiching sheets and silicone blanket are shown below.
The side to be bent is first wetted thoroughly - I put it in the shower
for a few moments - and then placed between the aluminum sheets. The
silicone blanket is placed on top, and the whole assembly is set atop
the form with the waist marking positioned above the waist in the form.
The waist clamping caul is placed on top, and the silicone blanket is
plugged in to start the heating.
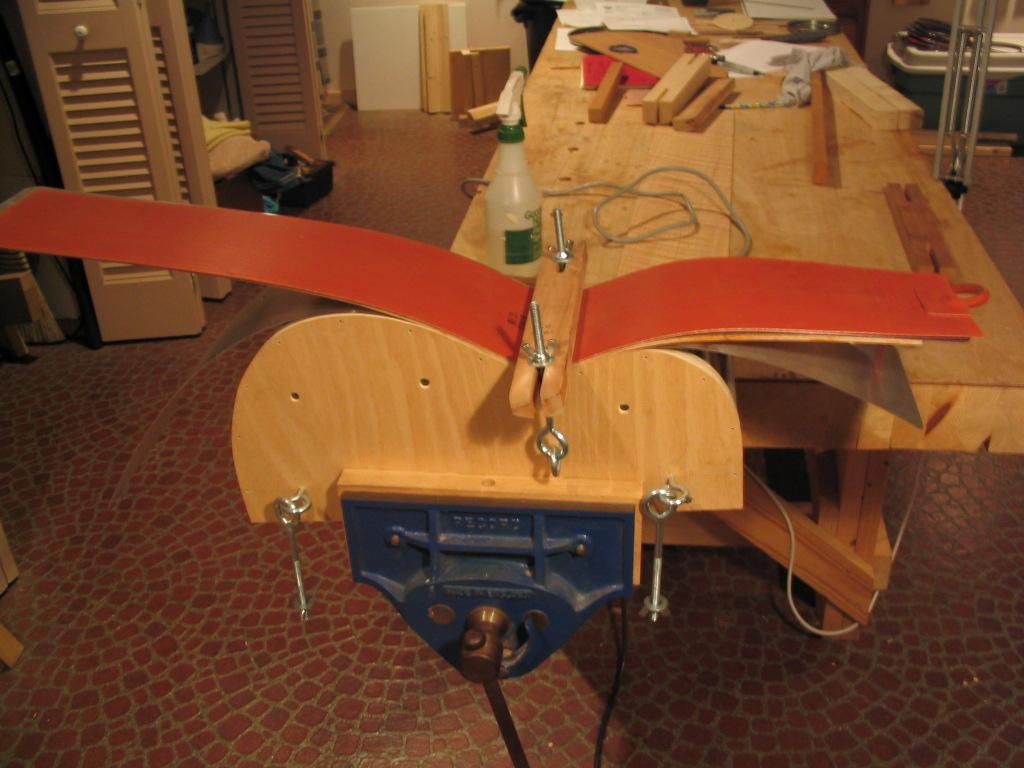
Pressure is applied to the waist caul; when the wood has heated to a
high enough temperature, it will "give", and bend down toward the form.
At some point it will be possible to bring the eye hooks up and slide
them into the slots in the caul. The wing nuts can then be used to snug
the side down against the form.
The head caul can now be used to press the upper bout down against the
form. Again, the side will be felt to "give", and slowly bend down to
the form. The eye hooks can be slid into the caul's slots, and the wing
nuts can snug the side to the form.
Finally, the same can be done for
the lower bout. The resulting bent side can be seen below, clamped
against the form. I leave the side in the form for 30 minutes or so,
periodically plugging and unplugging the blanket for the first 5
minutes after clamping to keep the sides hot, to "set" the bend, and
then letting the side coll for the remaining time
It will almost certainly be neccessary to unplug the blanket at times
during this operation; otherwise, it can gethot enough to char the
sides. Also, I've found that the heat from the blanket can dry out the
lower bout while the waist and upper bout are being bent down to the
form. I use the water bottle shown to spray the side to moisten it if
it has dried out.
When both sides are bent, the sides can be joined to the end and neck
blocks. The sides are first trimmed to the exact size at the head and
tail. The sides are marked by placing them in the body gluing jig...
... cut on the bandsaw, and then trimmed with a handplane using the trimming jig shown below.
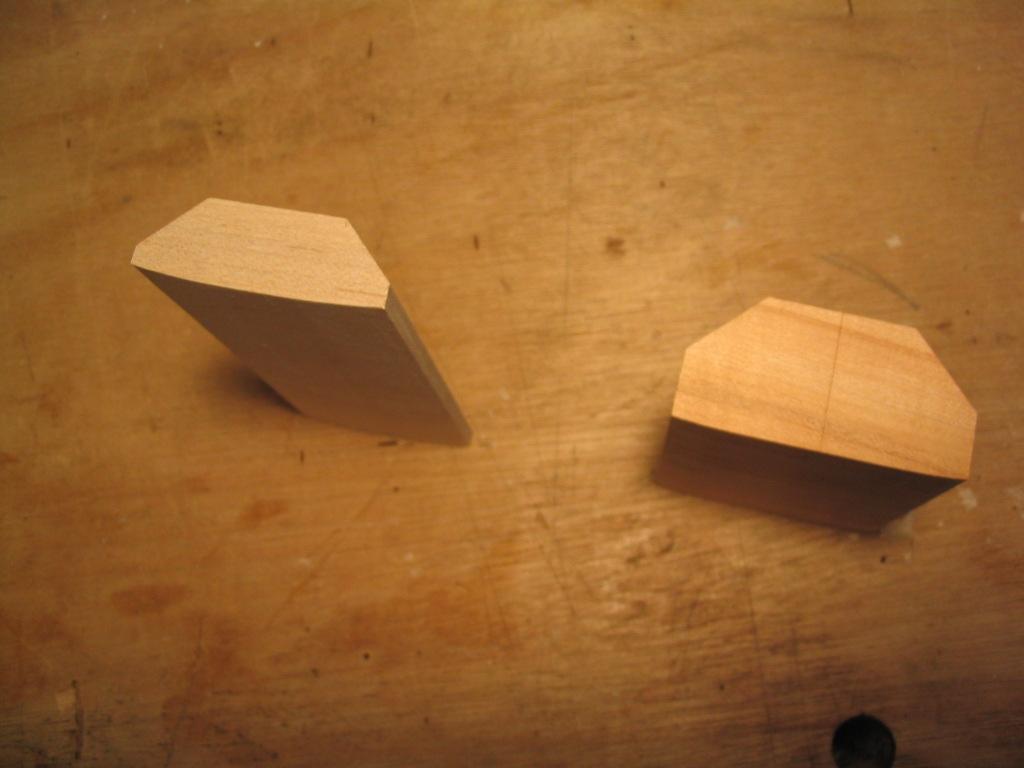
The end and neck blocks are curved on their faces to match the
curvature of the sides at the neck and tail. Note that both are scribed
on their centerlines on all four faces, to aid in aligning the sides
when they're glued.
The sides can then be joined to the end and neck blocks. This uses the
clamping jigs shown below, which consist of support blocks with a pair
of clamping cauls secured with carriage bolts.
The end or neck block is placed on the support block (which is clamped
in a vise), glue is applied, and each side is secured with a clamping
caul, clamping it to the end/neck block.
When the sides have been joined to the end and neck blocks, the end
binding strip can be inlaid. The tail is scribed to fit the binding
strip, and the groove is cut.
The strip is then glued in place...
...and when dry, is scraped flush with the sides.
Previous Index Next
Comments/questions: jsevy@cs.drexel.edu