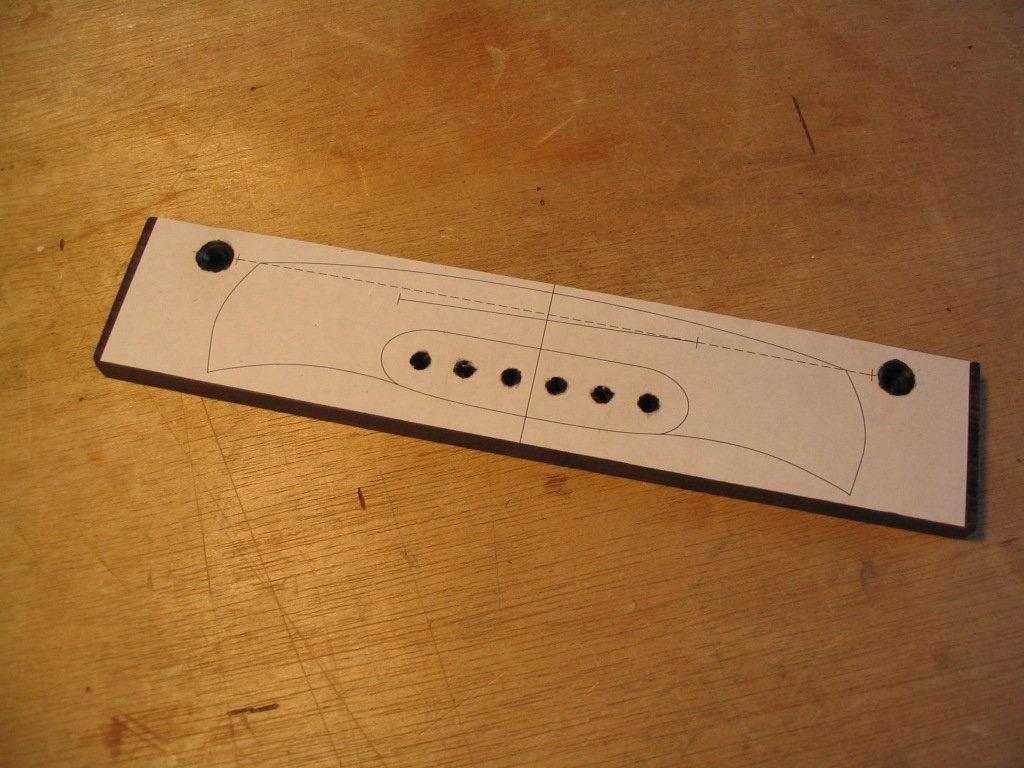
The bridge is made of a hard wood, generally the same as is used for the fretboard. I use a blank 3/8″ thick, generally of rosewood or ebony. A CAD drawing of the bridge helps to precisely position the bridge pin holes, which determine the spacing of the strings. The drawing also indicates the position of screw holes used to attach the bridge to jigs for subsequent machining operations. The design is printed out and attached to the bridge blank with spray adhesive.
The bridge pin holes are drilled with a 1/8″ bit, and the holes for the screws used to secure the bridge during subsequent machining operations are drilled and countersunk.
The bridge blank is first attached to a jig used to guide a router as the shelf for the bridge pins is cut. Note that the back profile of the bridge is cut first, as the outline is destroyed by the router cut.

The bridge is then shifted to a second pair of mounting holes so the saddle groove can be cut with a 1/8″ bit. The saddle groove is angled to provide compensation for the strings. The saddle is set back 1/8″ on the bass side, making the bass strings slightly longer than the treble strings to compensate for a change in intonation when the strings are pressed against the frets.

The outline of the bridge is cut and shaped with scrapers and files.

The bridge blank is then attached to a workboard with double-faced tape for carving.

The bridge is carved with chisels, scrapers and sandpaper,

When carving and sanding is complete, the bridge is polished with fine-grade steel wool.

The bottom of the bridge must be made concave to fit onto the arched guitar top. This is accomplished by attaching coarse sandpaper to a convex-curved sanding block whose arching matches that of the guitar top, and sanding the bridge bottom to the desired arch. The block shown below is actually slightly arched along its length.

Pencil lines on the bridge bottom are used as indicators, and are sanded off when the arching is complete. Below, more sanding is needed.

The completed bridge is then glued to the guitar top. The bridge profile was masked before finishing.

The bridge outline is cut with an Xacto knife, and the masking tape is removed to reveal clean wood for a gluing surface.

The bridge is dry-clamped in position, and two of the outer bridge pin holes are drilled through the top. Short lengths of dowel are placed in the holes during gluing to keep the bridge from slipping out of position when clamping pressure is applied. This isn’t absolutely necessary, but can make positioning the bridge during gluing simpler. The positioning dowels are drilled out when the glue has dried and the other pin holes are drilled through the top.

A caul is attached to the bridge plate on the underside of the top with small pieces of double-faced tape. The caul is the same as that used to attach the bridge plate to the top when the braces were attached. Recall that the surface of the caul was made convex to match the arching of the top.

Titebond glue is applied to the bottom of the bridge, it is placed in position, and the short lengths of dowel are placed into the predrilled pin holes to position the bridge. The bridge is then clamped with three cam clamps, using a custom plexiglass caul.

The caul has eight hex-head screws threaded into it; each screw has an acorn nut at the end with a piece of leather glued over it. The screws are used to accommodate for the irregular top surface of the bridge; the length of each is adjusted to contact the bridge when clamping pressure is applied. The leather on each acorn nut protects the bridge surface.
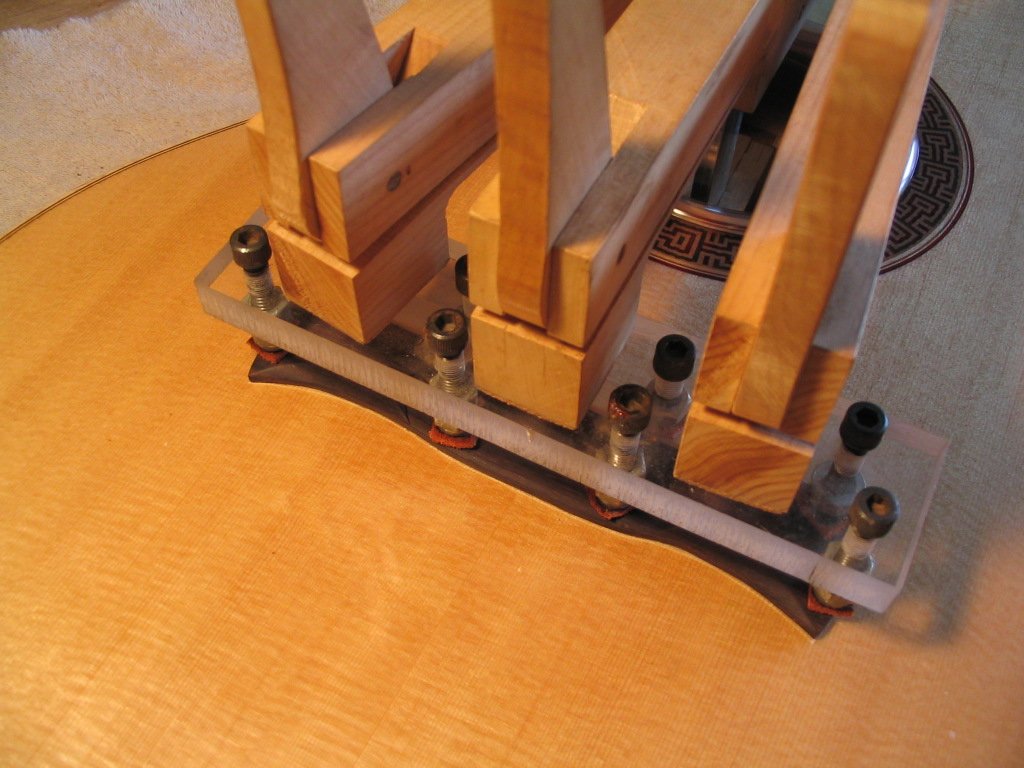
A small detail visible in this picture is the protector placed around the soundhole, so the clamps won’t bump and dent the edge of the soundhole when they’re inserted or removed. The protector is simply a length of clear vinyl tubing, slit lengthwise.

When the glue has dried, the clamps are removed. The middle clamp is then reattached to hold the bottom caul in place while the bridge pin holes are drilled through the top to prevent tearout on the bottom of the bridge plate. When this is finished, the caul is removed from the bridge plate. The pin holes will be tapered later when the pins are fitted when the guitar is strung up for the first time.
Previous: Applying the finish |
Next: Fretting |